服務熱線:
13395179888
13395179888
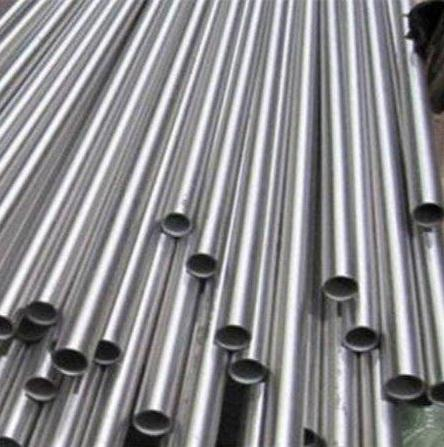
冷拔鋼管的特點和規格
冷拔鋼管具有內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口壓扁無裂縫、表面已作防銹處理等特點,主要用于機械結構、液壓設備及汽車摩托車的氣動或液壓元件,如氣缸或油缸等。
冷拔鋼管規格
冷拔鋼管基本的工藝流程是:熱軋毛管、毛管檢查、修磨、毛管酸洗、毛管酸洗后復檢、冷拔、精拉道次前矯直、酸洗、潤滑、精拉。
冷拔鋼管冷拔前要注意的事項
(1)酸洗除銹要徹底,一經發現未除凈的銹,則需重新酸洗。
(2)生產中,應經常測試磷化液和皂化液的成分濃度,保證磷化液和皂化液的生產指標,發現達不到指標時,應及時進行調配。
(3)要嚴格控制處理液的溫度與操作時間。
依據金屬的加工性能、管材尺寸、質量要求以及投資和效益來選擇不同的加工方法及相應的輔助工序。冷拔鋼管的基本工序有:
(1)管料供給,所用管料為熱軋成品管或半成品管、擠壓管以及焊接管;
(2)管料準備,包括檢查、打捆、酸洗、清洗、沖洗、中和、烘干、涂潤滑劑等;
(3)冷加工(冷軋或冷拔);
(4)成品精整包括成品熱處理、矯直、取樣、切頭尾、檢查(人工檢查和各種探傷)、水壓試驗、涂油、包裝、入庫等。不同的產品精整內容有所差異。